スーパーフープ(KH785)の性質や寸法について、データと共に解説します。
製品の種類|機械的性質|形状・寸法|化学成分|標準加工寸法|折曲げ内法直径と余長|フック付重ね継手に関して|溶接原理|重量の算出方法
製品の種類

| 記号 | 呼び名 | 製品 |
|---|---|---|
| KH785 | K10、K13、K16 | 溶接閉鎖型 フック付型 |
機械的性質
| 試験 | 降伏点 (N/mm²) |
引張強さ (N/mm²) |
伸び (%) |
曲げ性 | |
|---|---|---|---|---|---|
| 曲げ角度 | 内側半径 | ||||
| 母材 | 785以上 | 930以上 | 8以上 | 180° | 公称直径の1.5倍 |
| 溶接部 | 785以上 | 930以上 | 5以上 | 90° | 公称直径の4.5倍 |
- 降伏点の値は上降伏点の指示値とする。降伏点が明確でない場合は0.2%耐力を採用する。
- 伸び測定の標点距離は公称直径の8倍とする。
形状・寸法
| 記号 | 呼び名 | 公称直径 (mm) |
公称周長 (cm) |
公称断面積 (cm²) |
単位質量 (kg/m) |
質量の許容差 |
|---|---|---|---|---|---|---|
| KH785 | K10 | 9.53 | 3.0 | 0.7133 | 0.560 | ±6% |
| K13 | 12.7 | 4.0 | 1.267 | 0.995 | ||
| K16 | 15.9 | 5.0 | 1.987 | 1.560 | ±5% |
化学成分
| 記号 | C(%) | Si(%) | Mn(%) | P(%) | S(%) | Cu(%) | 炭素当量(%) |
|---|---|---|---|---|---|---|---|
| KH785 | 0.40以下 | 1.00以下 | 2.00以下 | 0.04以下 | 0.04以下 | 0.35以下 | 0.70以下 |
- 化学成分の値は、とりべ分析の値とする。
- 炭素当量(%)=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14
標準加工寸法
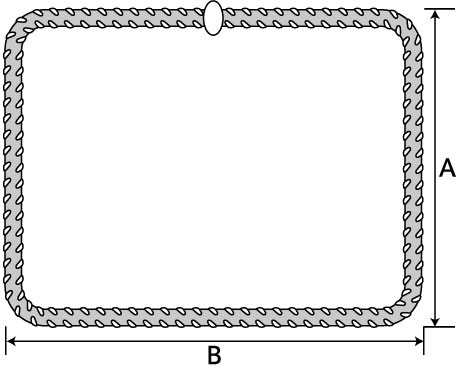
溶接閉鎖型(角形)
| 呼び名 | 周長 (最大寸法) |
最小寸法 | ||
|---|---|---|---|---|
| 長方形 | 正方形 | |||
| 短辺(A) | 長辺(B) | 最小辺 | ||
| K10 | 6,000以下 | 120 | 250 | 250 |
| K13 | 8,000以下 | 150 | 450 | 300 |
| K16 | 8,000以下 | 200 | 650 | 400 |
※標準加工精度は±5mmです。
単位:mm
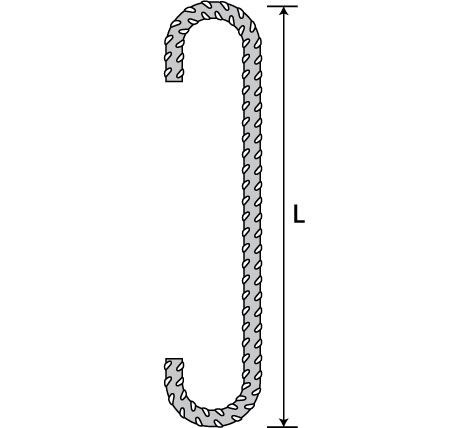
フック付型
| 呼び名 | 周長 (最大寸法) |
最小寸法 |
|---|---|---|
| 辺(L) | ||
| K10 | 6,000以下 | 250 |
| K13 | 8,000以下 | 300 |
| K16 | 8,000以下 | 400 |
※標準加工精度は±5mmです。
単位:mm
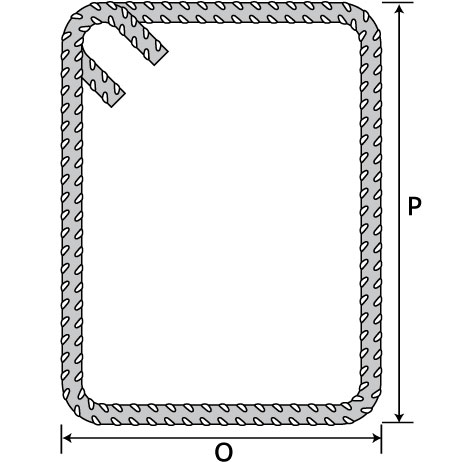
フック付閉鎖型
| 呼び名 | 周長 (最大寸法) |
最小寸法 | |
|---|---|---|---|
| 短辺(O) | 長辺(P) | ||
| K10 | 6,000以下 | 335 | 400 |
| K13 | 8,000以下 | 340 | 400 |
| K16 | 8,000以下 | 350 | 400 |
※標準加工精度は±5mmです。
単位:mm
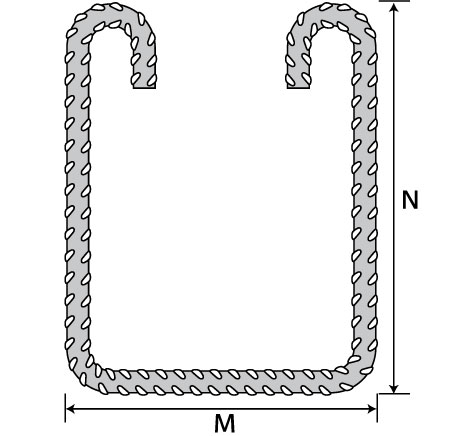
Uフック型
| 呼び名 | 周長 (最大寸法) |
最小寸法 | |
|---|---|---|---|
| 短辺(M) | 長辺(N) | ||
| K10 | 6,000以下 | 250 | 300 |
| K13 | 8,000以下 | 300 | 300 |
| K16 | 8,000以下 | 400 | 400 |
※標準加工精度は±5mmです。
単位:mm
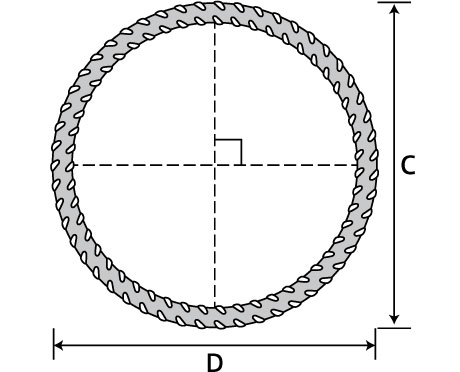
溶接閉鎖型(円形)
| 呼び名 | 直径 | |
|---|---|---|
| 最大(D) | 最小(C) | |
| K10 | φ1,000 | φ400 |
| K13 | φ1,300 | φ400 |
| K16 | φ1,300 | φ500 |
※標準加工精度は±5mmです。
単位:mm
※溶接閉鎖型(円形)に関しましては溶接部に一定の直線距離を必要といたします。詳しくは個別でご相談ください。
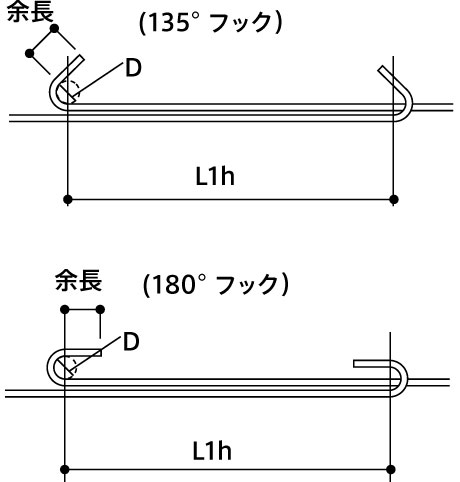
折曲げ内法直径と余長
180°フック
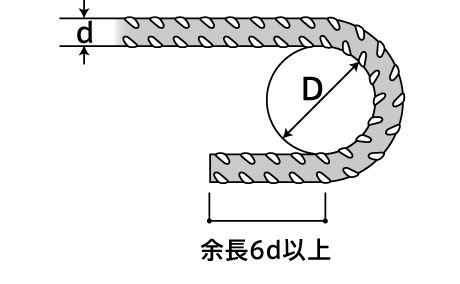
| 内法直径 | D=4d以上 |
|---|---|
| 余長 | 6d以上 |
135°フック
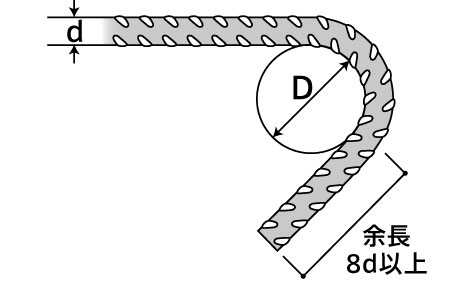
| 内法直径 | D=4d以上 |
|---|---|
| 余長 | 8d以上 |
90°フック
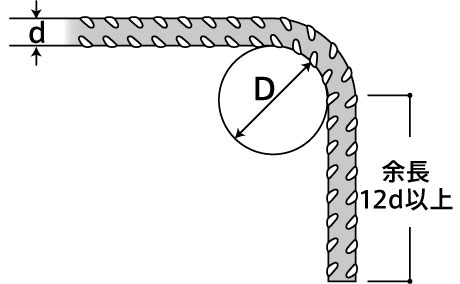
| 内法直径 | D=4d以上 |
|---|---|
| 余長 | 12d以上 |
※dは公称直径とする。
フック付重ね継手に関して
| Fc (N/mm²) |
L1h |
|---|---|
| 27〜30 | 55d |
| 33〜39 | 50d |
| 42以上 | 45d |
Fc:コンクリートの設計基準強度
L1h:フック付き重ね長さ
D: 基礎梁横補強筋の呼び名の値
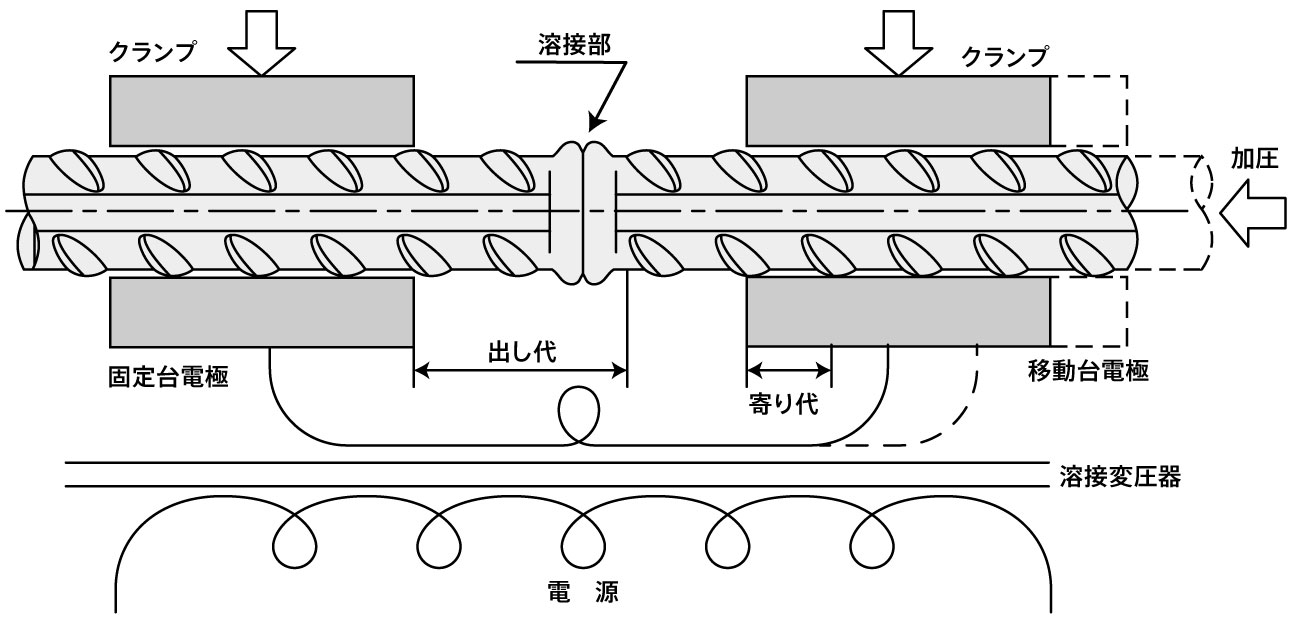
溶接原理
スーパーフープ(KH785)溶接閉鎖型の溶接方法はアプセット溶接となります。
アプセット溶接とは
母材を電極にクランプして、接合端面を突合させて通電、加圧しながら抵抗熱を発生させ、適性温度に達した時、強加圧して接合させる突合せ抵抗溶接法です。
重量の算出方法
- 溶接閉鎖型
= 2(A+B)×単位重量×個数 - フック付閉鎖型
= 2(O+P)×1.15×単位重量×個数 - フック付型
= (L+30d)×単位重量×個数
![認定・証明書ダウンロード[PDFダウンロード]](../assets/common/img/banner-ninsho-dl1.jpg)
